西尔康首页
|
加入收藏
|
联系我们
|
Language
中文
English
русский
首页
关于西尔康
企业简介
企业理念
荣誉资质
公司一角
新闻资讯
行业资讯
公司新闻
产品中心
工业控制
西尔康低压变频器
西尔康Z2000系列
◇ Z2000系列迷你型变频器: ◇ 机型外观尺寸超小,迷你精巧, ◇ 轻巧紧凑设计,操作方便 ◇ 产品技术指标: 项目名称 Z2000 输入 额定电压、频率 …
西尔康Z2000系列
◇ 变频器型号说明: ◇ 产品技术指标: 项 目 名 称 H2000 输入 额定电压、频率 1PH AC 220V 50/60Hz;3PH AC380V 50/60Hz 电压允许范围 …
西尔康H3000系列
◇ 变频器型号说明: ◇ 产品技术指标: 项目名称 H3000 输入 额定电压、频率 3PH380V 50/60Hz;1PH/3PH220V 50/60Hz 3PH690V 50/60Hz;3PH114…
西尔康H5000系列
◇ 功能描述: 1.实现多达六台水泵的供水控制,其中一台为主机,其他为从机。 2.任意主机功能:系统任意一台可选择为主机,当当前主机出故障,可以选用另一从机为主机,只需要把压力传感器信号线移到新…
西尔康H6000S系列
变频器的综合技术特性: • 输入输出特性 - 输入电压范围:220/380/690V±15% - 输入频率范围:47~63Hz - 输出电压范围:0~额定输入电压 - 输出频率范围:0~600Hz • 外围接口特性 - 可编程数字输入:7路开…
西尔康S300系列
1、S300产品技术规范 控 制 特 性 控制方式 …
西尔康S800系列
型号说明: 铭牌说明: 变频器选型: 型号 额定输电流(A) 额定输出电流(A) 适配电机 KW …
西尔康中压变频器
西尔康中压系列
西尔康高压变频器
西尔康高压系列
>> 应用范围 电力工业:锅炉给水泵、送风机、引风机等; 采矿行业:矿井的排水泵和排风扇等; 冶金行业:高炉鼓风机、炼钢制氧机、除尘机等; 石化行业:大型输油泵、化工生产的压缩机等;城市建设:自来水…
伺服
伺服
伺服马达
伺服驱动器
触摸屏
西尔康人机界面MT508T
型 号 MT508T 硬件规格 ( Hardware Specifications ) …
西尔康人机界面MT506L
型 号 MT 506L 硬件规格 ( Hardware Specifications ) 外壳颜色 黑/银白可选 …
西尔康人机界面MT4500L
型 号 MT4500L 硬件规格( Hardware Specifications ) …
西尔康人机界面MT4400T
型 号 MT4400T 硬件规格 ( Hardware Specifications ) …
西尔康人机界面MT4300T
型 号 MT4300T 硬件规格 ( Hardware Specifications ) …
西尔康人机界面MT4300C
型 号 4300C 硬件规格 ( Hardware Specifications ) …
西尔康人机界面MT4300L
型 号 MT4300L 硬件规格 ( Hardware Specifications ) …
直流调速器
SK790-2高性能全数字直流调速器
>> 37A至4000A SK790系列高性能全数字直流调速器专为满足所有的调速应用而设计,从单一直流电机传动到复杂的多电机传动系统都能胜任。790的核心是一台功能强大的32位微处理器,以及的预测电流环控制算法…
软启动
SK3000系列软启动器
SK-3000系列电机软起动器,采用智能化数字式控制,以单片机为智能中心,可控硅模块为执行元件对电动机进行全自动控制,它适用各种负载的鼠笼型异步电动机控制。使电动机在任何工况下均能平滑起动…
SK-RPMV中高压软起动柜
SK-RPMV系列中高压软起动装置采用计算机控制技术和电力电子技术相结合,以高压大功率晶闸管为主回路的开关元件,通过改变晶闸管的导通角来控制电动机电压的平稳升降和无触点通断,实现电动机的平稳起停。…
SK-RPR8智能型软起动器
SK-RPR8系列全数字智能式交流电动机软起动器是采用电力技术、微处理器技术及现代控制理论技术,具有水平的新型起动设备。同时具有键盘控制、外控端子控制、上位机控制等多种控制模式,具有故障继电器输出…
软启动
仪器、仪表
转速表
SK-2单相数显转速表
功能 测量并以数字直读方式显示出电机转速值。 品种规格及选型说明 型号SK-2转速表 SK-2数字转速表接线图
SK-1单相数显转速表
功能 测量并以数字直读方式显示出电机转速值。 品种规格及选型说明 型号SK-1转速表 SK-1数字转速表接线图
温控表
SKA
介绍 SKA系列智能温度调节仪是我公司潜心研发的一款普及型温控仪表。该仪表以单片计算机为控制中枢,具有数字PID及自整定功能,精炼的电路设计、成熟的控制程序加上进口的主要器件,使仪表具有稳定可靠、适…
SKB
介绍 SKB系列是我公司研发的新型插拔式温度控制调节仪表,此系列仪表分为通用型、增强型、工程型、程序型等4种类型产品,满足客户从低到高的各种需求。此系列仪表增加了电流检测、输出量维持、模块自动识别、…
SKC
光伏
逆变电源
SK系列逆变电源
【产品特点】 1、便携式设计,可分拆电源线。 2、采用特殊阻燃耐高温铝壳 3、配备S11插座,无需插座转换。 4、具备较高的启动能力。 5、转换效率高达90%左右。 6、5V500MA USB接口。 7、LED指示灯显示工作…
SK系列逆变电源
【产品特点】 1、便携式设计,可分拆电源线。 2、采用特殊阻燃耐高温铝壳 3、配备S11插座,无需插座转换。 4、具备较高的启动能力。 5、转换效率高达90%左右。 6、5V500MA USB接口。 7、LED指示灯显示工作状…
SK系列逆变电源
【产品特点】 1、便携式设计,可分拆电源线。 2、采用特殊阻燃耐高温铝壳 3、配备S11插座,无需插座转换。 4、具备较高的启动能力。 5、转换效率高达90%左右。 6、5V500MA USB接口。 7、LED指示灯显示…
服务与支持
资料下载
营销网络
工程案例
人才中心
代理加盟
在线留言
工程案例
西尔康变频器的应用
仪表的应用
伺服的应用
触摸屏的应用
直流调速器的应用
软启动的应用
工程案例
当前位置:网站首页 > 工程案例
SK790系列直流调速器在拉伸弯曲矫直机行业的应用
摘 要
拉伸弯曲矫直机是近代发展起来的一种新型矫直设备,它综合了辊式矫直机和拉伸矫直机的优点。该设备的传动系统主要由6台电机组成,本文主要介绍了SK790系列调速器在这6台电机上的多种运用。通过S辊上张力,延伸率等的控制,明显的消除了带材的飘曲,中边浪,镰刀弯等缺陷,板型质量得到了改善,得到了广大用户的认可。
关键字
SK790张力 卷曲 拉伸弯曲矫直机
一.应用简介
拉伸弯曲拉矫机是一种新型的矫直设备。它主要由一个主工作机架,弯曲辊组,矫直辊组,2对张力S辊,一个开卷机,一个收卷机组成,共有6台传动电机。此次方案的直流驱动采用SK790系列新型数字调速器进行控制,因为6个驱动电机的工作方式各有不同,所以它们各自的组态方案都有不同。采用SK790系列调速器后,运用它高速的处理性能,的速度环电流环控制方式以及灵活丰富的组态功能,组合成完善的控制方案,很好的控制了电机的静态动态性能,以及开卷张力,收卷张力,S辊张力的稳定性能和动态补偿,使得板型得到改善,带材成品质量大幅度提升。
二.工艺流程介绍
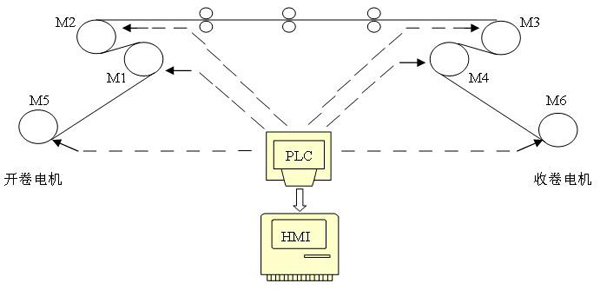
拉伸弯曲矫直机工艺示意图
整个工艺流程是由主PLC,人机界面HMI,6个电机驱动组成。带材由开卷电机(M5)开始,经过前S辊(M1,M2),进入主机架中的两对弯曲辊和一对矫直辊,然后进入后S辊(M3,M4),到达收卷电机(M6),进行收卷打包。
前后S辊也称作张力S辊,是主要产生张力的驱动辊。带材在前后S辊所产生的张力作用下,经过弯曲辊剧烈弯曲时产生弹塑性延伸,板型缺陷,如飘弧,边浪,镰刀弯等得到很好的消除,然后再进过矫平辊将残余弯曲矫平。
开卷收卷也是关键的一步,前后开卷收卷的恒张力直接影响到带材的板型质量和成品质量。恒张力的控制关键在于卷径的计算,电机电流随着卷径的变化而变化,的卷径计算和张力补偿(转矩补偿)使得带材在运行过程中,不管卷径如何变化都能保持张力的恒定性,也使带材在从小卷到大卷的收带过程中带材的松紧和整齐都保持一致性,成品质量整齐美观。
三.SK790系列直流调速器在拉伸弯曲矫直机中的应用方案
由于拉矫机中共有6台电机驱动,每台驱动都各自有各自的组态方案,本文选取SK790作为S辊从机和卷取的两种方案进行介绍。
1.S辊从机应用
拉矫机组成中关键的就是两对张力S辊,即前S辊和后S辊,它们采用的是双电机控制方式,所以S辊的控制方案要用主从控制方式,即两台驱动一个速度环两个电流环控制,这样能有效的避免了S辊两辊之间力矩分配不均的情况,有效的消除了打滑现象。
1).主机
主机采用速度环加电流环控制,即出厂设置就可以了。
关键一点就是主机的电流反馈Analog Out2(23#端子)需要连到从机的AI3(从机的19#端子)
主要参数如下:
Arm_volt@1500rpm 00440 Volt
Motor_Rated_Iarm 00140 AMPS
Select_fld_cntrl curr1 UI
Field_curr_ref 00068 %
Minimum_field_I 00015 %
Spd_fbk_select encoder_1_fdbk
Encoder_1_ppr 01000
C_analog_out_2 I_arm_fdbk
2).从机
系统共有种运行方式:单动和联动。
故从机也有单动联动控制,在单动情况下是速度控制,即速度环和电流环共同控制;在联动情况下只有电流环参与控制,所以我们用了一个数字量输入端口(8#端子)进行切换控制,而联动时候电流给定从Analog inp3(19#端子)输入,内部模块用FB SWITCH1 功能进行给定的切换。
主要参数如下:
Arm_volt@1500rpm 00440 Volt
Motor_Rated_Iarm 00224 AMPS
Select_fld_cntrl curr1 UI
Field_curr_ref 00076 %
Minimum_field_I 00015 %
Spd_fbk_select encoder_1_fdbk
Encoder_1_ppr 01000
Digital_inp_4 f_switch1_en
C_swtich1_inp1 lopas_filt1_out
C_swtich1_inp2 scaled_ana_inp_3
C_curr_ref switch_1_blk_out
2.卷取机应用
790系列调速器很大的一个优点就是内置了很多个组态方案(应用宏),用户不必自己花很多精力重新进行组态。卷取应用作为很常见的一个应用方案也被列在其中了,我们只要调出应用宏9(开环卷取张力控制)就可以很方便的实现我们的卷取组态方案,只要稍加改动就可以了。
主要参数如下:
Arm_volt@1500rpm 00440 Volt
Motor_Rated_Iarm 00147 AMPS
Select_fld_cntrl curr1 UI
Field_curr_ref 00123 %
Minimum_field_I 00015 %
Spd_fbk_select encoder_1_fdbk
Encoder_1_ppr 01000
C_line_spdref_in scaled_ana_inp_1
C_winder_spd_in encoder_1_fdbk
Digital_inp_1-6 f2_tesion_en
Min_radius 2000
Max radius 5000
由于790系列在内部已经为用户都制定了方案,并在组态软件的帮助下,所以我们很方便的完成了组态工作。在现场调试中也感觉到了790系列所带给我们的方便性和灵活性。虽然在参数调试有时觉得复杂和繁琐了点,但用熟之后也不是问题了。
再说说它的预测电流控制算法,自整定做过后,电机运行相当平滑,在带载运行过程中不管是主从控制方案中的从机运行,还是卷取方案中的卷取电机,电流和转速都很稳定,动态响应也很好,这些都要归功于它的预测算法和它那个32位的高速处理器大脑!
四:系统配置
整个系统的电气配置主要由PLC,人机界面HMI,790系列驱动器组成。
PLC采用西门子S7-200/CUP 226可编程控制器,它是西门子PLC S7系列中中小系统的,性价比很高。作为整个系统的控制核心,它控制整个系统的工艺流程,数据的采样,动作的连锁等等作用。
人机界面采用的是西门子TP270系列触摸屏,监视系统运行时的各种工艺参数和电机运行状态以及报警信息。
直流驱动采用的是的790系列产品,整个系统包括6台电机,功率有所不同,电机配置如下:
M1 55KW 440V/140A 带编码器
M2 90KW 440V/224A 带编码器
M3 110KW 440V/275A 带编码器
M4 55KW 440V/140A 带编码器
M5/M6 49KW 400V/147A带编码器
我们系统运用到S辊控制,卷取控制,都要采用可逆的装置,因此我们选择了790 4象限可逆装置,Frame1 150A和Fram2
300A两种规格就可以。另外790调速器集成了测速反馈输入口,两路编码器反馈输入口,所以不需要另外选反馈卡,即节省了成本有方便了调试。
五.结论
在这次的项目中,使用790系列的调速器之后感到,作为直流调速器行业的后起之秀,从单一的电机传动到复杂的多电机传动系统都能很好的胜任。790系列的核心是一台功能强大的32位高速处理器,加上的预测控制算法和丰富的组态功能,界面的人性化,以及内置的多种标准运用方案,深刻感到790系列设计者的用心和技术功底,相信它不仅在我们这次拉伸弯曲矫直机中的成功运用,而且在更广阔的领域,如橡胶,造纸,塑料,电缆等都会有更加出色的表现!
下一页:SK790系列直流调速器在港口机械行业中的应用
打印该页
|
发送邮局
|
返回顶部
COPYRIGHT © 2014 SERKON.CN 无锡市西尔康电气有限公司 ALL RIGHTS RESERVED.
关于西尔康
|
联系我们
网站建设:君通科技 |
苏ICP备19048741号-1
苏公网安备 32021302000507号


 ◇ Z2000系列迷你型变频器:
◇ 机型外观尺寸超小,迷你精巧,
◇ 轻巧紧凑设计,操作方便
◇ 产品技术指标:
项目名称
Z2000
输入
额定电压、频率
…
◇ Z2000系列迷你型变频器:
◇ 机型外观尺寸超小,迷你精巧,
◇ 轻巧紧凑设计,操作方便
◇ 产品技术指标:
项目名称
Z2000
输入
额定电压、频率
…
 ◇ 变频器型号说明:
◇ 产品技术指标:
项 目 名 称
H2000
输入
额定电压、频率
1PH AC 220V 50/60Hz;3PH AC380V 50/60Hz
电压允许范围
…
◇ 变频器型号说明:
◇ 产品技术指标:
项 目 名 称
H2000
输入
额定电压、频率
1PH AC 220V 50/60Hz;3PH AC380V 50/60Hz
电压允许范围
…
 ◇ 变频器型号说明:
◇ 产品技术指标:
项目名称
H3000
输入
额定电压、频率
3PH380V 50/60Hz;1PH/3PH220V 50/60Hz
3PH690V 50/60Hz;3PH114…
◇ 变频器型号说明:
◇ 产品技术指标:
项目名称
H3000
输入
额定电压、频率
3PH380V 50/60Hz;1PH/3PH220V 50/60Hz
3PH690V 50/60Hz;3PH114…
 ◇ 功能描述:
1.实现多达六台水泵的供水控制,其中一台为主机,其他为从机。
2.任意主机功能:系统任意一台可选择为主机,当当前主机出故障,可以选用另一从机为主机,只需要把压力传感器信号线移到新…
◇ 功能描述:
1.实现多达六台水泵的供水控制,其中一台为主机,其他为从机。
2.任意主机功能:系统任意一台可选择为主机,当当前主机出故障,可以选用另一从机为主机,只需要把压力传感器信号线移到新…
 变频器的综合技术特性:
• 输入输出特性
- 输入电压范围:220/380/690V±15%
- 输入频率范围:47~63Hz
- 输出电压范围:0~额定输入电压
- 输出频率范围:0~600Hz
• 外围接口特性
- 可编程数字输入:7路开…
变频器的综合技术特性:
• 输入输出特性
- 输入电压范围:220/380/690V±15%
- 输入频率范围:47~63Hz
- 输出电压范围:0~额定输入电压
- 输出频率范围:0~600Hz
• 外围接口特性
- 可编程数字输入:7路开…
 1、S300产品技术规范
控
制
特
性
控制方式
…
1、S300产品技术规范
控
制
特
性
控制方式
…
 型号说明:
铭牌说明:
变频器选型:
型号
额定输电流(A)
额定输出电流(A)
适配电机
KW
…
型号说明:
铭牌说明:
变频器选型:
型号
额定输电流(A)
额定输出电流(A)
适配电机
KW
…

 >> 应用范围
电力工业:锅炉给水泵、送风机、引风机等;
采矿行业:矿井的排水泵和排风扇等;
冶金行业:高炉鼓风机、炼钢制氧机、除尘机等;
石化行业:大型输油泵、化工生产的压缩机等;城市建设:自来水…
>> 应用范围
电力工业:锅炉给水泵、送风机、引风机等;
采矿行业:矿井的排水泵和排风扇等;
冶金行业:高炉鼓风机、炼钢制氧机、除尘机等;
石化行业:大型输油泵、化工生产的压缩机等;城市建设:自来水…



 型 号
MT508T
硬件规格 ( Hardware Specifications ) …
型 号
MT508T
硬件规格 ( Hardware Specifications ) …
 型 号
MT
506L
硬件规格 ( Hardware Specifications )
外壳颜色
黑/银白可选
…
型 号
MT
506L
硬件规格 ( Hardware Specifications )
外壳颜色
黑/银白可选
…
 型 号
MT4500L
硬件规格( Hardware Specifications ) …
型 号
MT4500L
硬件规格( Hardware Specifications ) …
 型 号
MT4400T
硬件规格 ( Hardware Specifications )
…
型 号
MT4400T
硬件规格 ( Hardware Specifications )
…
 型 号
MT4300T
硬件规格 ( Hardware Specifications )
…
型 号
MT4300T
硬件规格 ( Hardware Specifications )
…
 型 号
4300C
硬件规格 ( Hardware Specifications )
…
型 号
4300C
硬件规格 ( Hardware Specifications )
…
 型 号
MT4300L
硬件规格 ( Hardware Specifications )
…
型 号
MT4300L
硬件规格 ( Hardware Specifications )
…
 >> 37A至4000A
SK790系列高性能全数字直流调速器专为满足所有的调速应用而设计,从单一直流电机传动到复杂的多电机传动系统都能胜任。790的核心是一台功能强大的32位微处理器,以及的预测电流环控制算法…
>> 37A至4000A
SK790系列高性能全数字直流调速器专为满足所有的调速应用而设计,从单一直流电机传动到复杂的多电机传动系统都能胜任。790的核心是一台功能强大的32位微处理器,以及的预测电流环控制算法…
 SK-3000系列电机软起动器,采用智能化数字式控制,以单片机为智能中心,可控硅模块为执行元件对电动机进行全自动控制,它适用各种负载的鼠笼型异步电动机控制。使电动机在任何工况下均能平滑起动…
SK-3000系列电机软起动器,采用智能化数字式控制,以单片机为智能中心,可控硅模块为执行元件对电动机进行全自动控制,它适用各种负载的鼠笼型异步电动机控制。使电动机在任何工况下均能平滑起动…
 SK-RPMV系列中高压软起动装置采用计算机控制技术和电力电子技术相结合,以高压大功率晶闸管为主回路的开关元件,通过改变晶闸管的导通角来控制电动机电压的平稳升降和无触点通断,实现电动机的平稳起停。…
SK-RPMV系列中高压软起动装置采用计算机控制技术和电力电子技术相结合,以高压大功率晶闸管为主回路的开关元件,通过改变晶闸管的导通角来控制电动机电压的平稳升降和无触点通断,实现电动机的平稳起停。…
 SK-RPR8系列全数字智能式交流电动机软起动器是采用电力技术、微处理器技术及现代控制理论技术,具有水平的新型起动设备。同时具有键盘控制、外控端子控制、上位机控制等多种控制模式,具有故障继电器输出…
SK-RPR8系列全数字智能式交流电动机软起动器是采用电力技术、微处理器技术及现代控制理论技术,具有水平的新型起动设备。同时具有键盘控制、外控端子控制、上位机控制等多种控制模式,具有故障继电器输出…

 功能
测量并以数字直读方式显示出电机转速值。
品种规格及选型说明
型号SK-2转速表
SK-2数字转速表接线图
功能
测量并以数字直读方式显示出电机转速值。
品种规格及选型说明
型号SK-2转速表
SK-2数字转速表接线图
 功能
测量并以数字直读方式显示出电机转速值。
品种规格及选型说明
型号SK-1转速表
SK-1数字转速表接线图
功能
测量并以数字直读方式显示出电机转速值。
品种规格及选型说明
型号SK-1转速表
SK-1数字转速表接线图
 介绍
SKA系列智能温度调节仪是我公司潜心研发的一款普及型温控仪表。该仪表以单片计算机为控制中枢,具有数字PID及自整定功能,精炼的电路设计、成熟的控制程序加上进口的主要器件,使仪表具有稳定可靠、适…
介绍
SKA系列智能温度调节仪是我公司潜心研发的一款普及型温控仪表。该仪表以单片计算机为控制中枢,具有数字PID及自整定功能,精炼的电路设计、成熟的控制程序加上进口的主要器件,使仪表具有稳定可靠、适…
 介绍
SKB系列是我公司研发的新型插拔式温度控制调节仪表,此系列仪表分为通用型、增强型、工程型、程序型等4种类型产品,满足客户从低到高的各种需求。此系列仪表增加了电流检测、输出量维持、模块自动识别、…
介绍
SKB系列是我公司研发的新型插拔式温度控制调节仪表,此系列仪表分为通用型、增强型、工程型、程序型等4种类型产品,满足客户从低到高的各种需求。此系列仪表增加了电流检测、输出量维持、模块自动识别、…

 【产品特点】
1、便携式设计,可分拆电源线。
2、采用特殊阻燃耐高温铝壳
3、配备S11插座,无需插座转换。
4、具备较高的启动能力。
5、转换效率高达90%左右。
6、5V500MA USB接口。
7、LED指示灯显示工作…
【产品特点】
1、便携式设计,可分拆电源线。
2、采用特殊阻燃耐高温铝壳
3、配备S11插座,无需插座转换。
4、具备较高的启动能力。
5、转换效率高达90%左右。
6、5V500MA USB接口。
7、LED指示灯显示工作…
 【产品特点】
1、便携式设计,可分拆电源线。
2、采用特殊阻燃耐高温铝壳
3、配备S11插座,无需插座转换。
4、具备较高的启动能力。
5、转换效率高达90%左右。
6、5V500MA USB接口。
7、LED指示灯显示工作状…
【产品特点】
1、便携式设计,可分拆电源线。
2、采用特殊阻燃耐高温铝壳
3、配备S11插座,无需插座转换。
4、具备较高的启动能力。
5、转换效率高达90%左右。
6、5V500MA USB接口。
7、LED指示灯显示工作状…
 【产品特点】
1、便携式设计,可分拆电源线。
2、采用特殊阻燃耐高温铝壳
3、配备S11插座,无需插座转换。
4、具备较高的启动能力。
5、转换效率高达90%左右。
6、5V500MA USB接口。
7、LED指示灯显示…
【产品特点】
1、便携式设计,可分拆电源线。
2、采用特殊阻燃耐高温铝壳
3、配备S11插座,无需插座转换。
4、具备较高的启动能力。
5、转换效率高达90%左右。
6、5V500MA USB接口。
7、LED指示灯显示…